
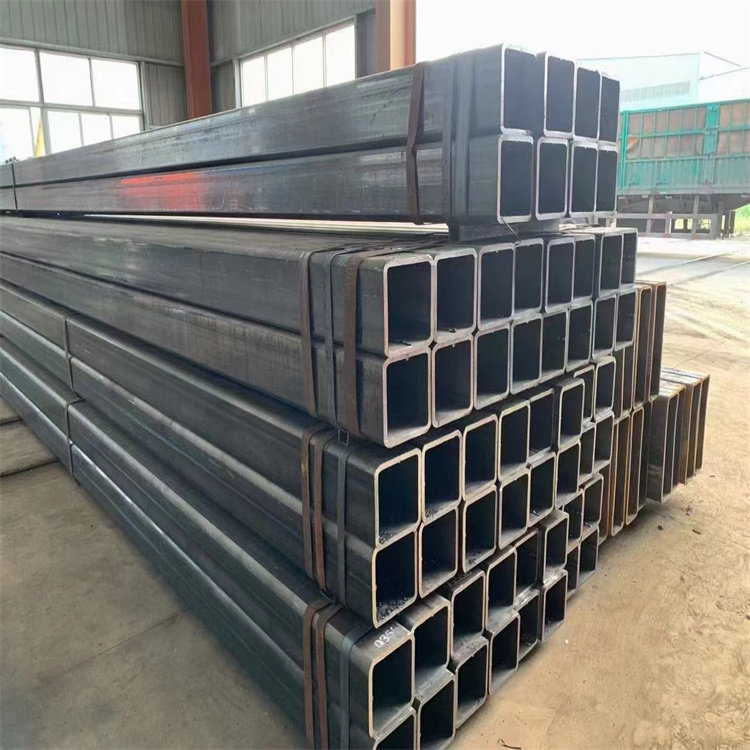
邢台材质Q355B方管尖角方管160x80x10方矩管
邢台材质Q355B方管尖角方管160x80x10方矩管l排水uPVC管的选用不当问题1.1排水UPVC管应根据不同场合、用途、工作条件而选用不同品种的UPVC管,表1给出UPVC管的一般选用原则。表1UPVC管的一般选用原则I.2工程中往往由于建设单位()的不适当干预、设计图纸不明确、施工单位对排水UPVC管特性了解不足等因素引起选用不当问题,表2给出常见的几种选用不当问题,供同行参考。表2IJPVC管选用常见问题1-3建议按照表1所列原则进行管材和管件的选用,防止出现表2中出现的问题。PVC排水管的伸缩考虑不当问题2.1UPVC制品的线膨胀系数较大,管道受环境湍度和污水温度变化引起的伸缩长度,可按下式计算:L=Lt式中:L~管道温伸长度(m)t一温筹(℃)L一管道长度(m)Q一线膨胀系数,采用7×1一m/m~C。我们计算3m长管道在At=5℃时的温伸K度为1.5mm,那么这1.5mm的伸长或收缩就必须考虑用伸缩节等 配件来解决,尤其在我国北方地区,环境温差较大,管道伸缩问题必须考虑,不然就有拉坏或胀坏、弯管的lIf能。2粘接接头的UPVC管道伸缩问题于普通UPVC排水管或芯层发泡UPVC排水管的粘接接头,属刚性连接,必须依靠伸缩这个 配件来解决管道的伸缩问题,但在实际过程中常常出现以下三类问题:外墙敷设的雨水管和空调冷凝水管未殴萱伸缩节关于伸缩节的设置位置和方法,《建筑排水硬聚氯乙管道技术规程》(CJJ/T29—98)(以_F简称技术规程)中有明确的规定,这里不再赘述。实际时,往往在室内排水管中对“技术规程”贯彻的较好,而忽视r沿外墙敷设的雨水管和空调冷凝水管,而这两种管道不设伸缩节会造成管道拉坏、胀坏、管、管卡歪扭、破坏建筑外立面美观等问题,闪此一定要按照“技术规程”的要求进行设置。

山东轧三特钢有限公司是一家经营方管、矩形管、直缝焊管、无缝钢管,高压锅炉钢管的企业 ,主要销方管,方矩管,无缝钢管,无缝方管,焊接钢管,镀锌方矩管,锅炉无缝管等产品。所产品适用于多个领域。多年来公司坚持以市场为导向,以客户为主,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断的发展壮大。在业界确立了多种服务体系,以良好的信誉、优的产品、低的价格,产品深得用户依赖。
公司本着质量为本,诚信经营、互惠互利的方针。在广大新老客户支持下,公司与各大企业建立了良好的供货关系。
公司将继续高举“实业报国、振兴中华民族经济”的旗帜,将一如既往地发挥长期的公司优的服务,实现与高水准接轨,竭诚与四海宾朋携手共创辉煌、共同托起中华民族工业的太阳。


邢台材质Q355B方管尖角方管160x80x10方矩管CPE属部分柏犁抗冲改性刹,价廉,抗冲击改性效果及耐候性也较好,还能降?~PVC—C树脂的融体粘度,改善融体流动性,提高管材的挤出速度。但CPE类似固体增塑剂,会显降?~PVC—C管材、管件的维软化温度;MBS,ABS属粒子分散犁抗冲改性剂,抗冲击改性效果好,对PVC~C管材、管件的维}软化温度影响也较小,但MBS,ABS分子链中含有饱和双健,耐候性较差,小适合户外使用:抗冲犁ACR及PVC/高分性体接枝』L聚树脂分子链rf1/1含台/1饱和圾健,耐候性极好,抗冲改性也好,足较为理想的抗冲击改性剂,但价格较高。直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为76mm。(一般制管行业喜欢使用。)将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。该产品有局部替代冷轧板的趋向,价格适中,深受广大用户喜爱。宝钢新投资的一条热轧酸洗线正在紧张建设中。
经营理念:“信誉为本,服务至上”——让客户得放心,用得放心。
经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。
在此,公司经理携全体员工,将凭借良好的信誉,优的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大新老客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。
邢台材 四辊轧机往往不能满足这一要求,这样便出现了新型结构的轧机,如六辊轧机、十二辊轧机、二十辊轧机、偏八辊轧机和其他复合式多辊冷轧机,如图1-3所示。冷轧带钢可以用单机和多机架连轧机来生产,目前主要采用三机架到六机架四辊冷连轧机,这种轧机的特点是生产率高,机械化、自动化程度高,产品质量好。近年来,冷轧带钢生产技术的发展主要有以下几个方面:增加钢卷质(重)量。增加钢卷质量是提高设备生产能力的有效方法,因为冷轧带钢是以钢卷方式生产的,每一个钢卷在送到机组内轧制或前,都必须经过拆捆、卷、穿带,然后加速到正常速度工作,在每一卷终了时又需要有减速、剪切、卷取及卸卷的过程,占用较多的生产时间。